



ダイヤモンドワイヤ切断技術は、固化研磨切断技術とも呼ばれます。これは、鋼線表面にダイヤモンド研磨材を電気めっきまたは樹脂結合法で固め、ダイヤモンドワイヤをシリコン棒またはシリコンインゴットの表面に直接作用させて研削し、切断効果を得る技術です。ダイヤモンドワイヤ切断は、切断速度が速く、切断精度が高く、材料損失が少ないという特徴があります。
現在、ダイヤモンドワイヤ切断による単結晶シリコンウェハーの市場は完全に確立されていますが、普及の過程で様々な問題に直面しており、中でもベルベットホワイト現象が最も一般的な問題となっています。そこで本稿では、ダイヤモンドワイヤ切断による単結晶シリコンウェハーのベルベットホワイト現象を防止する方法について考察します。
ダイヤモンドワイヤ切断単結晶シリコンウェハの洗浄工程は、ワイヤソー工作機械で切断されたシリコンウェハを樹脂プレートから取り外し、ゴムストリップを取り外し、シリコンウェハを洗浄することです。洗浄装置は主に前処理機(脱ガム機)と洗浄機です。前処理機の主な洗浄工程は、供給→噴霧→噴霧→超音波洗浄→脱ガム→純水すすぎ→下部供給です。洗浄機の主な洗浄工程は、供給→純水すすぎ→純水すすぎ→アルカリ洗浄→アルカリ洗浄→純水すすぎ→純水すすぎ→予備脱水(低速リフト)→乾燥→供給です。
単結晶ベルベット製造の原理
単結晶シリコンウェーハの特徴は、単結晶シリコンウェーハの異方性腐食である。反応原理は以下の化学反応式で表される。
Si + 2NaOH + H2O = Na2SiO3 + 2H2↑
本質的に、スエード形成プロセスは、異なる結晶面に対して異なる腐食速度のNaOH溶液を使用することで、(100)面の腐食速度が(111)面よりも速くなるため、(100)面が異方性腐食を受けた単結晶シリコンウェーハの表面に、最終的に(111)面の四角錐、すなわち「ピラミッド」構造が形成される(図1参照)。この構造が形成された後、光がピラミッドの斜面に特定の角度で入射すると、光は別の角度で斜面に反射され、二次またはそれ以上の吸収が生じるため、シリコンウェーハ表面の反射率が低下し、すなわち光トラップ効果が生じる(図2参照)。「ピラミッド」構造のサイズと均一性が高いほど、トラップ効果が顕著になり、シリコンウェーハの表面放射率が低くなる。
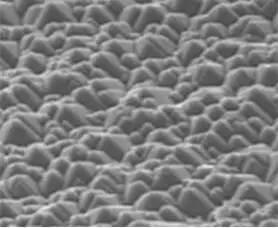
図1:アルカリ処理後の単結晶シリコンウェーハの微細形態
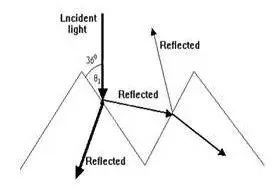
図2:「ピラミッド」構造の光トラップ原理
単結晶の白色化の分析
走査型電子顕微鏡を用いて白色シリコンウェハを観察したところ、その領域の白色ウェハのピラミッド状微細構造は基本的に形成されておらず、表面には「ワックス状」の残留物の層があるように見えたが、同じシリコンウェハの白色領域のスエード状ピラミッド構造はより良好に形成されていた(図3参照)。単結晶シリコンウェハの表面に残留物があると、表面に残留領域が生じ、その領域のサイズと均一性の生成と効果が正常領域よりも不十分となり、残留ベルベット状表面の反射率が正常領域よりも高くなり、視覚的には正常領域と比較して反射率の高い領域が白く反射される。白色領域の分布形状からわかるように、広い領域では規則的または規則的な形状ではなく、局所的な領域のみである。これは、シリコンウェハ表面の局所的な汚染物質が除去されていないか、シリコンウェハの表面状態が二次汚染によって引き起こされていると考えられる。
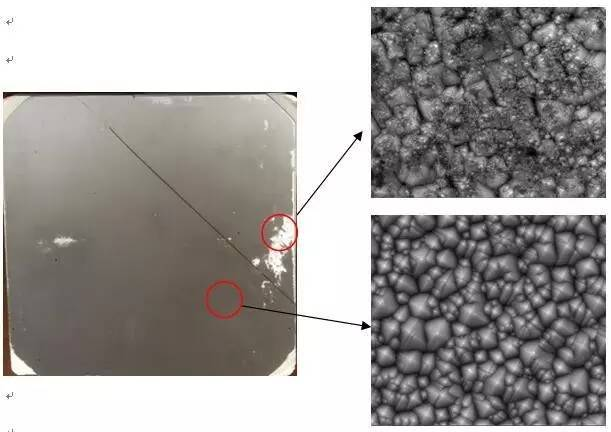
図3:ベルベットホワイトシリコンウェーハにおける領域ごとの微細構造の違いの比較
ダイヤモンドワイヤ切断シリコンウェーハの表面はより滑らかで、損傷も小さい(図4参照)。モルタル切断シリコンウェーハと比較すると、アルカリとダイヤモンドワイヤ切断シリコンウェーハ表面との反応速度はモルタル切断単結晶シリコンウェーハよりも遅いため、表面残留物がベルベット効果に与える影響がより顕著になる。
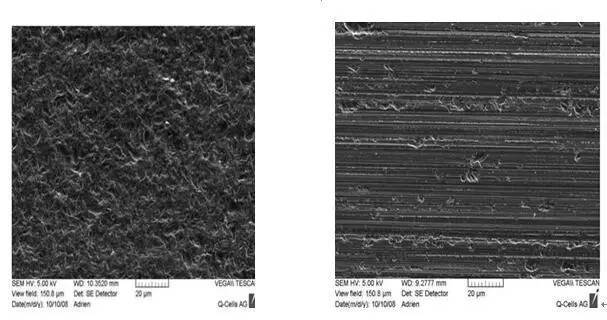
図4:(A)乳鉢で切断したシリコンウェーハの表面顕微鏡写真、(B)ダイヤモンドワイヤーで切断したシリコンウェーハの表面顕微鏡写真
ダイヤモンドワイヤカットシリコンウェーハ表面の主な残留源
(1)冷却液:ダイヤモンドワイヤ切断冷却液の主成分は、界面活性剤、分散剤、消泡剤、水などの成分です。優れた性能を持つ切断液は、懸濁性、分散性、洗浄性に優れています。界面活性剤は通常、親水性が高く、シリコンウェハ洗浄工程で洗浄されやすい性質があります。これらの添加剤を水中で連続的に攪拌・循環させると、大量の泡が発生し、冷却液の流れが減少するため、冷却性能が低下し、泡がひどくなったり、泡が溢れ出たりする問題が生じ、使用に深刻な影響を及ぼします。そのため、冷却液には通常、消泡剤が添加されます。消泡性能を確保するため、従来のシリコーンやポリエーテルは通常、親水性が低く、水中の溶剤がシリコンウェハの表面に吸着しやすく、後続の洗浄工程で表面に残留するため、白点の問題が生じます。また、冷却液の主成分との相溶性が低いため、主成分と消泡剤を水に添加して2成分にする必要があります。使用過程で泡の状態に応じて消泡剤の使用量と投与量を定量的に制御できないため、消泡剤の過剰投与が容易に起こり、シリコンウェハ表面の残留物の増加につながり、操作もより不便になります。しかし、原材料と消泡剤の原材料の価格が低いため、国内の冷却液のほとんどはこの配合システムを使用しています。別の冷却液は新しい消泡剤を使用しており、主成分との相溶性が高く、添加物がなく、その量を効果的かつ定量的に制御でき、過剰使用を効果的に防止でき、操作も非常に簡単です。適切な洗浄プロセスにより、残留物を非常に低いレベルに制御できます。日本と国内の少数のメーカーはこの配合システムを採用していますが、原材料費が高いため、価格上の利点は明らかではありません。
(2)接着剤と樹脂バージョン:ダイヤモンドワイヤ切断プロセスの後半段階で、入口側のシリコンウェハは既に切断されているが、出口側のシリコンウェハはまだ切断されていない。先に切断されたダイヤモンドワイヤはゴム層と樹脂板を切断し始めている。シリコンロッド接着剤と樹脂板はどちらもエポキシ樹脂製品であり、その軟化点は基本的に55〜95℃である。ゴム層または樹脂板の軟化点が低い場合、切断プロセス中に容易に加熱され、軟化して溶融し、鋼線とシリコンウェハの表面に付着し、ダイヤモンドラインの切断能力を低下させるか、シリコンウェハが樹脂で汚染される。一度付着すると、洗い流すのは非常に困難であり、このような汚染は主にシリコンウェハの端付近で発生する。
(3)シリコン粉末:ダイヤモンドワイヤー切断の工程では大量のシリコン粉末が生成され、切断が進むにつれてモルタルクーラント中の粉末含有量が増加します。粉末が十分に大きくなるとシリコン表面に付着し、ダイヤモンドワイヤー切断時のシリコン粉末のサイズと粒度はシリコン表面への吸着を容易にし、洗浄を困難にします。したがって、クーラントの更新と品質を確保し、クーラント中の粉末含有量を減らしてください。
(4)洗浄剤:現在のダイヤモンドワイヤ切断メーカーは、主にモルタル切断を併用しており、モルタル切断の前洗浄、洗浄プロセス、洗浄剤などを主に使用しています。単一のダイヤモンドワイヤ切断技術は、切断メカニズムから完全なラインを形成し、冷却剤とモルタル切断には大きな違いがあるため、対応する洗浄プロセス、洗浄剤の投与量、配合などは、ダイヤモンドワイヤ切断に合わせて調整する必要があります。洗浄剤は重要な側面であり、元の洗浄剤の配合界面活性剤、アルカリ性は、ダイヤモンドワイヤ切断シリコンウェーハの洗浄には適していません。ダイヤモンドワイヤシリコンウェーハの表面、組成、表面残留物を対象とした洗浄剤を使用し、洗浄プロセスとともに使用する必要があります。上記のように、モルタル切断では消泡剤の配合は必要ありません。
(5)水:ダイヤモンドワイヤー切断、前洗浄、クリーニングのオーバーフロー水には不純物が含まれており、シリコンウェーハの表面に吸着される可能性があります。
ベルベットのような白髪が目立つ問題を軽減するための提案
(1)分散性の良い冷却液を使用し、冷却液にはシリコンウェーハ表面への冷却液成分の残留物を低減するために低残留消泡剤を使用する必要がある。
(2)シリコンウェハーの汚染を低減するために適切な接着剤と樹脂板を使用する。
(3)冷却液は純水で希釈され、使用水に残留しやすい不純物が残らないようにする。
(4)ダイヤモンドワイヤカットされたシリコンウェーハの表面には、活性と洗浄効果がより適切な洗浄剤を使用する。
(5)ダイヤモンドラインクーラントオンライン回収システムを使用して切断工程におけるシリコン粉末の含有量を低減し、シリコンウェハ表面へのシリコン粉末残留物を効果的に制御する。同時に、前洗浄における水温、流量、および時間の改善も行い、シリコン粉末が時間内に洗浄されることを保証する。
(6)シリコンウェハを洗浄台に置いたら、すぐに処理し、洗浄工程全体を通してシリコンウェハを湿った状態に保たなければならない。
(7)シリコンウェーハは脱ガム工程で表面が湿った状態を保ち、自然乾燥しない。(8)シリコンウェーハの洗浄工程では、シリコンウェーハの表面に花状のものが発生するのを防ぐため、空気への曝露時間をできるだけ短縮する。
(9)清掃員は、清掃工程全体を通してシリコンウェハの表面に直接触れてはならず、指紋が付着しないようにゴム手袋を着用しなければならない。
(10)参考文献[2]では、電池端部を体積比1:26(3%NaOH溶液)で過酸化水素H2O2 +アルカリNaOH洗浄プロセスで洗浄することで、問題の発生を効果的に低減できるとされています。その原理は、半導体シリコンウェーハのSC1洗浄液(一般に液体1として知られる)に類似しています。主なメカニズムは、シリコンウェーハ表面の酸化膜がH2O2の酸化によって形成され、NaOHによって腐食され、酸化と腐食が繰り返されることです。そのため、シリコン粉末、樹脂、金属などに付着した粒子も腐食層とともに洗浄液に沈降します。H2O2の酸化により、ウェーハ表面の有機物はCO2、H2Oに分解されて除去されます。この洗浄プロセスは、シリコンウェーハメーカーがダイヤモンドワイヤ切断単結晶シリコンウェーハの洗浄処理に使用しており、国内および台湾の電池メーカーがシリコンウェーハをバッチ処理する際に発生するベルベットホワイト問題の苦情を解決しています。電池メーカーの中には、同様のベルベット前処理工程を採用し、ベルベット状の白い斑点の発生を効果的に抑制しているところもあります。この洗浄工程は、シリコンウェハ洗浄工程に追加され、シリコンウェハの残留物を除去することで、電池端の白い斑点の問題を効果的に解決していることがわかります。
結論
現在、ダイヤモンドワイヤ切断は単結晶切断分野における主要な加工技術となっていますが、その普及過程でベルベットホワイトの発生問題がシリコンウェハーおよび電池メーカーを悩ませており、電池メーカーがダイヤモンドワイヤ切断によるシリコンウェハーに抵抗感を示す原因となっています。白色部分の比較分析から、これは主にシリコンウェハー表面の残留物によって引き起こされていることが分かりました。セル内のシリコンウェハーの問題をより効果的に防止するために、本稿ではシリコンウェハー表面汚染の可能性のある原因と、製造における改善提案および対策を分析します。白色斑点の数、領域、形状に応じて原因を分析し、改善することができます。特に、過酸化水素+アルカリ洗浄プロセスの使用を推奨します。このプロセスは、ダイヤモンドワイヤ切断によるシリコンウェハーのベルベットホワイトの問題を効果的に防止できることが実証されており、業界関係者やメーカーの皆様の参考になるでしょう。
投稿日時:2024年5月30日